| Страна происхождения (100%) | Чешская республика (Славков-у-Брна) |
| Производитель | PEGAS-GONDA s.r.o |
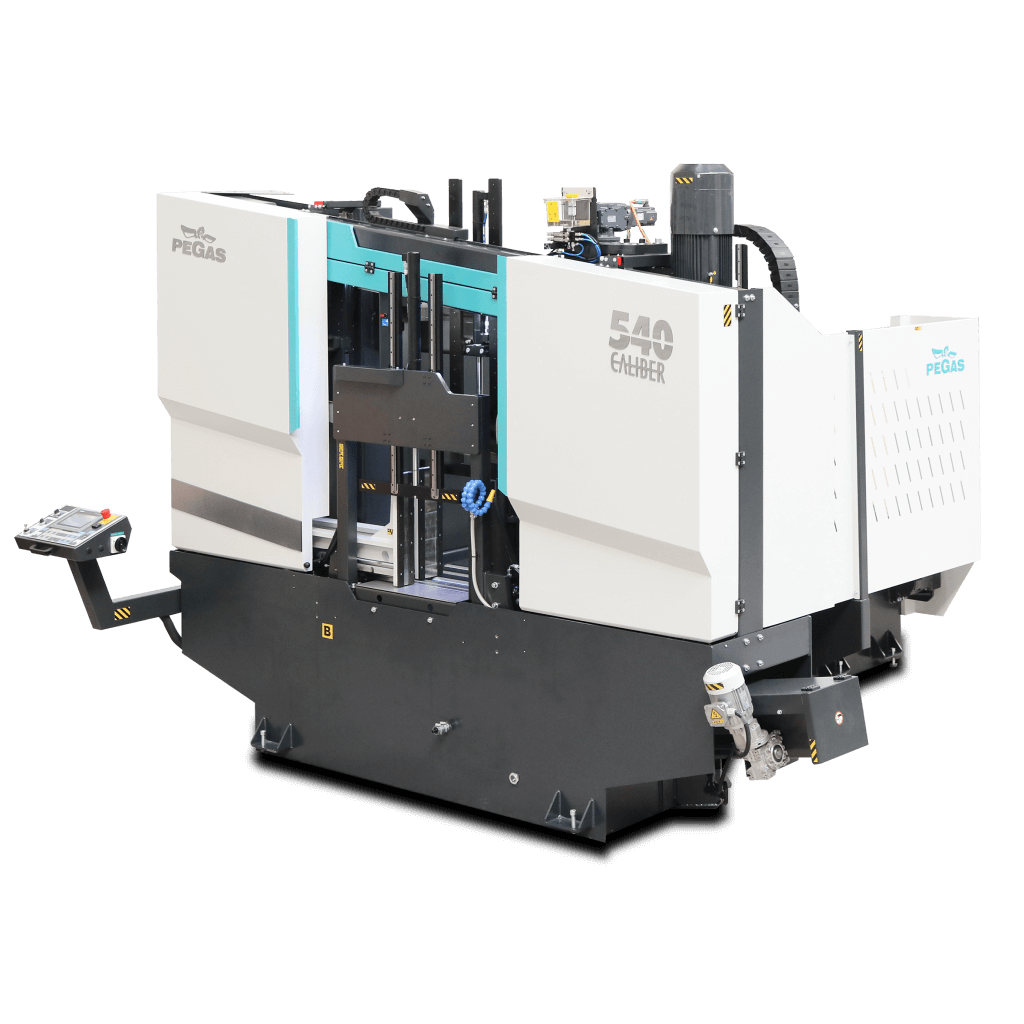
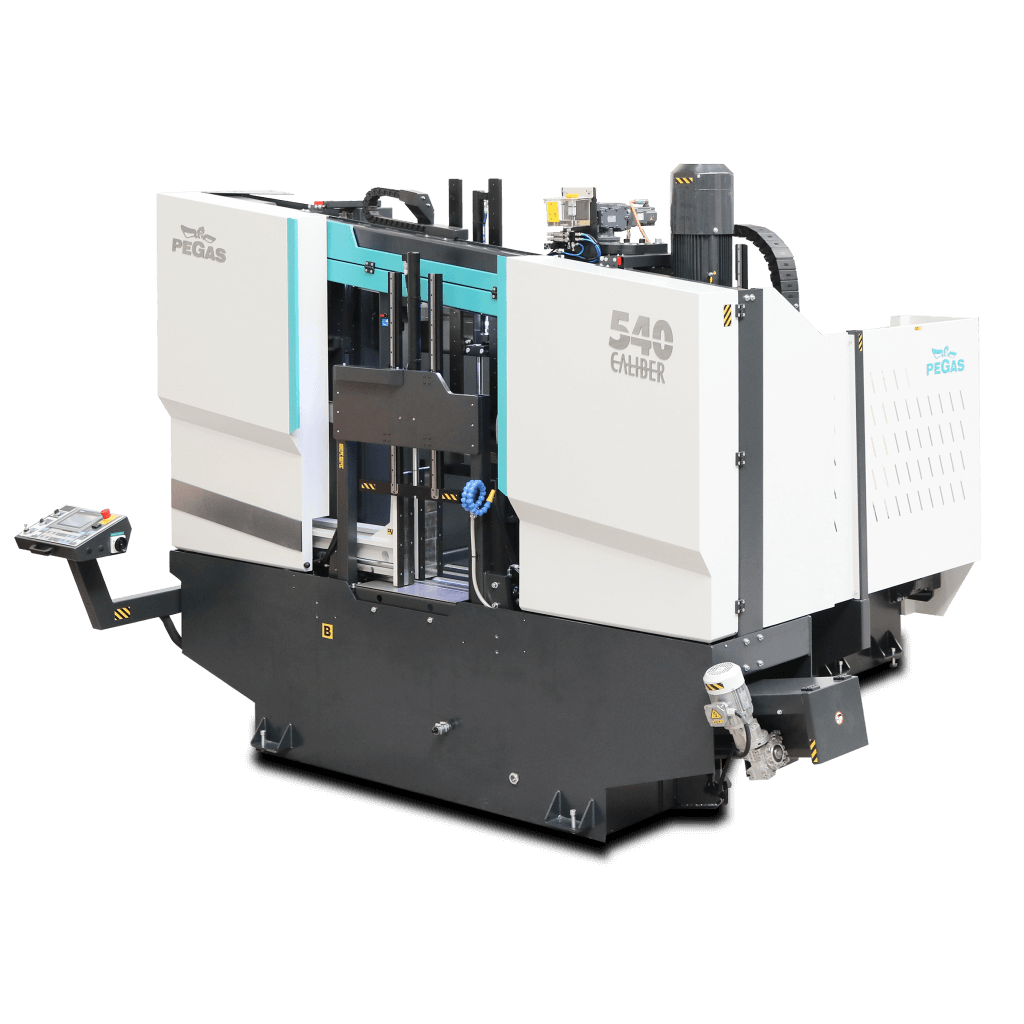
| Модель | 540 CALIBER X-CNC |
| Тип станка | Автоматический двухколонный |
| Тип управления | SIEMENS |
| Угловая резка | — |
| Мощность главного привода | 5,5 кВт. |
| Скорость вращения пильного полотна | 15-150 м/мин. (бесступенчатая регулировка) |
| Наклон пильного полотна | 7 гр. |
| Размер пильного полотна (ДхВхШ) | 6200х41х1,3 мм |
| Электропитание | 3х400В,50 Гц, (СЗ-TN-S) |
| Высота стола | 800 мм |
| Длина | 4300 мм |
| Ширина | 2030 мм |
| Высота (транспорт./с поднятой рамой) | 2550 мм |
| Вес | 3790 кг |
Параметры производительности 540 CALIBER X-CNC
| Зона обработки при 0º | Ø550, □550х520 мм |
| Зона обработки при резке пакетом (без верхнего прижима) | 550х460 мм |
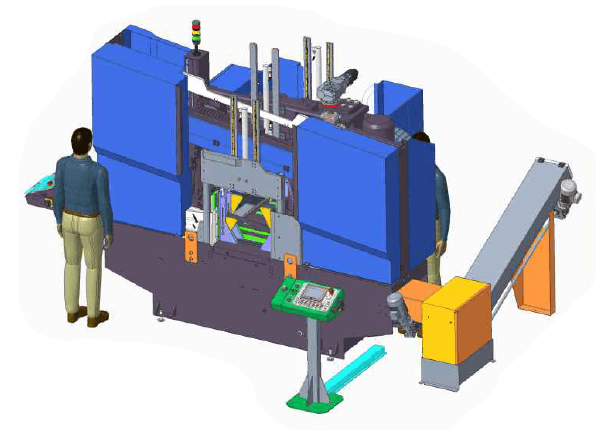
Описание оборудования
Автоматический высокопроизводительный двухколонный ленточнопильный станок для резки под прямым углом.
Предназначен для применения в крупносерийном производстве.
Благодаря жесткой конструкции позволяет резку как профилей, так и сплошных заготовок из широкого спектра материалов включая нержавеющие и инструментальные стали.
Способен работать только под под прямым углом.
Конструкционно станок подготовлен для того, чтобы отвечать высоким нагрузкам в условиях современного производства и максимально эффективно использовать биметаллические полотна.


- Станок оснащен датчиками натяжения/обрыва ленточного полотна, открытия кожуха и датчиками положения пильной рамы
- Щетка очистки пильного полотна с независимым электроприводом
- Система автоматической подачи материала точно в зону резки
- Конвейер для отвода стружки в комплекте с накопителем
- Наклон пильного полотна 7 градусов обеспечивает эффективную распиловки профильных заготовок.
- Подача блока направляющих полотна синхронно с губкой тисков
- Двойной регулятор давления тисков основных и подающих тисков
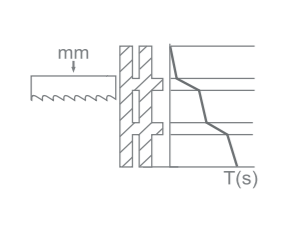
- Индикация скорости спуска консоли на дисплее
- Охлаждение инструмента обеспечивается с помощью системы СОЖ с распределением в зону резки и блоки направляющих пильного полотна.
- Основные тиски с длинноходным цилиндром.
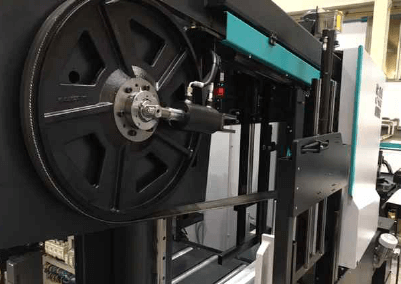
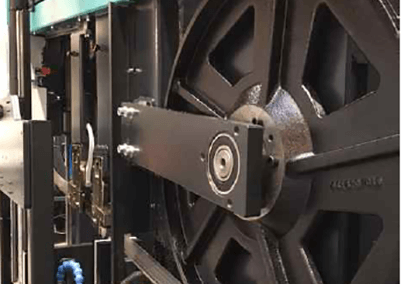
- Перемещение пильной рамы по линейным направляющим с помощью ШВП и серво мотора.
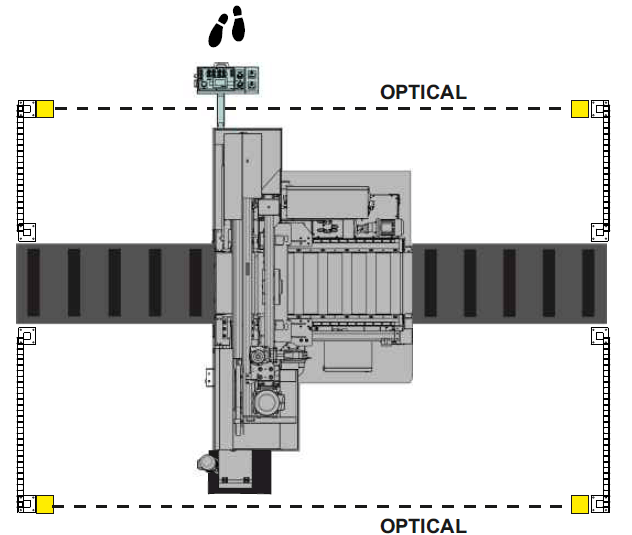
- Оптическое защитное ограждение станка;
- Инвертор бесступенчатой регулировки скорости вращения пильного полотна (15-150 м/мин);
- Главный привод осуществляется электродвигателем в связке с червячным редуктором.
ЧПУ SIEMENS (Версия X-CNC)
- Встроенный информативный цветной сенсорный дисплей
- Отображение возможных ошибок и всех основных параметров резки
- Возможность создания до 1000 программ.
- Автоматические системы регулировки:
ARP— Система автоматической регулировки процесса резки в зависимости от сопротивления материала или износа пилы (два базовых режима BIMETAL и CARBIDE)
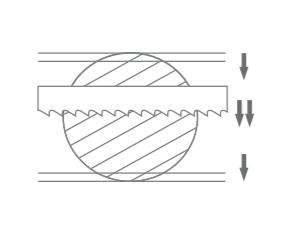
ASR – Система автоматической регулировки подачи, согласно установленным параметрам.
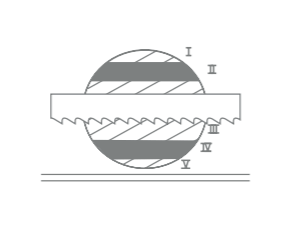
RZP – система пятизональной резки. Позволяет устанавливать оптимальные режимы резки в зависимости от положения пильного полотна в заготовке (подачу и скорость вращения полотна)
| Основные узлы | |
| Движение рамы | Серводвигатель +шариковинтовая — ШВП |
| Подача заготовки | Серводвигатель +шариковинтовая — ШВП |
| Зажим тисков | Гидравлически |
| Натяжение полотна | Гидравлически |
| Очистка полотна | Электродвигатель с независимым управлением |
| Охлаждение инструмента | Насос СОЖ, трёхточечная подача эмульсии(непосредственно в зоны направляющих и гибкая подводка в рабочее пространство резки) |

| Параметры резки | Скорости подачи | |||||
| Наименьший отрезок | mm | 15 | Подъём рамы | m/min | 2,0 | |
| Наименьший отрезаемый диаметр | mm | 10 | Опускание рамы | m/min | 2,0 | |
| Наименьший остаток в ПОЛУавтоматическом режиме(с верхним прижимом) | mm | 40 (75) | тиски | m/min | 5 | |
| Наименьший остаток в АВТОматическом режиме(с верхним прижимом) | mm | 200 (285) | Питатель Min. | m/min | 0,6 | |
| Минимальный шаг подачи питателя Min | mm | 3 | Питатель Max. | m/min | 6 | |
| Максимальный шаг подачи питателя Max | mm | 750 | ||||
| Максимальный шаг подачи питателя с верхним прижимом) | mm | 715 | ||||
| Многократная подача | mm | 19999 | ||||